




��϶����ԭ��
1������ʱ�����������ܴ����²�¸��¶ȵ����ϸ��¶ȣ����²������϶Ӧ�����ϲ������϶����Խ���������в����²���϶ӦԽ��
2��ת������˳ʱ����ת��ʹ����϶Ӧ�����Ҳ��϶��
3������ת�Ӿ��Ӷȴ��ڣ�ʹ�þ��Ӷȴ��������²���϶Ӧ���ϲ�Ϊ��
4��Ϊ�˷�ֹ������ת��֮��Ħ���������Ӧ�����㹻�����ü�϶��
����ͼƬ

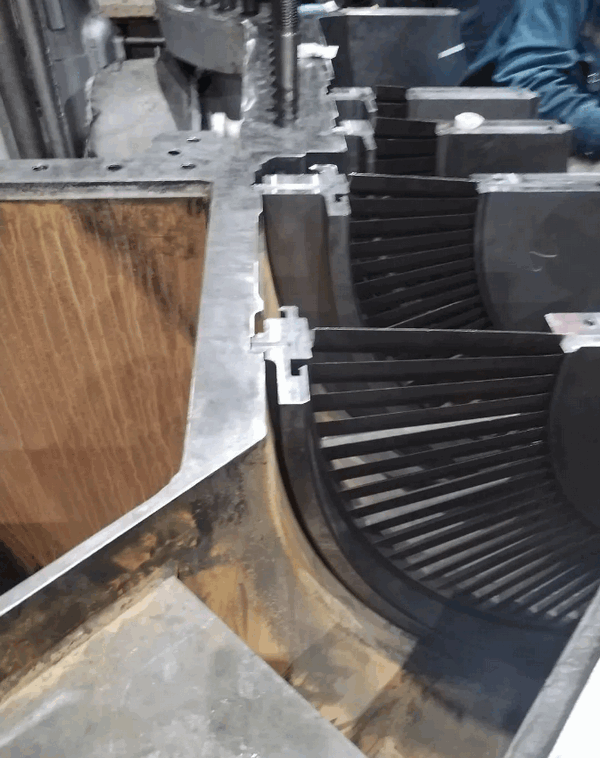





�����϶����
1�����⾶���϶����
�������������������ر���ʹ��϶���س���ʱӦ����������飬�������϶������ֵ���Ǻܴ�ʱ��һ���ȡ�ӹ�����鶨λ�ڻ��ķ�����
2�����⾶���϶��С
�������������� ����λ�����������ʱ����ʹ���������϶��С�� ��˺����ĵ����ķ����Ǽӹ���������ݣ������ַ���Ҫ��ӹ���ȷ�Ƚ��{���ѶȽϴ��Һķ�ʱ��ϳ�������һ�ֱȽϼ���Ч�ķ������������ⶨλ�ڻ���
�����϶����
���������ƶ�����������ķ�����Ҳ�ɲ��þֲ�������������ķ������е��������������������϶��ʹ���������������ƶ�ʱ�������װ��Ե������ͬ�Ļ��ε�Ȧ�ó�ͷ�ݶ��̶���������ӹ��������У���ȷ�����������������ԡ�
���ڸ������⣬�������øı��������λ�õķ������������ɲ��ý�������һ�ȥ������ƶ�������һ�ಹ���ķ��������������϶�����������������϶���������ͨ����϶��������һ��ʱ�����ܸı��������λ�á�
���������������
1. ���������
�����IJ�жֻ�ܲ�ȡ�ƻ��Դ�ʩ����װ�ж�λ�����и�Ƭ�Ľ���ĥ��������������������������룬Ȼ���û�����ͭ���ҳ���
2. �ϰ벿���ⶨλ������
1������̶�ʽ���⡣�����䶨λ��˨��һ������Ȧ����ij���˨���û������Ƚ����ѣ�һ������������ļ��ʱȽϴ���������ֻ���������Ψһ��ѡ�������ϸ�ֳ�����˨�Ƚ����ѣ����Բ�ȡ���Ӽӳ�����ͷ����˨�ױ�����һ��һ�εģ���������������ײ��ֵ�©�״��ų���
2��ѹ���̶�ʽ���⡣������������Ӧ���������˵�װ�й̶�ҡ����ĵط�ȥ��ȡѹѹ����˨�� ��������ֳ��д�����Ҳ�������ֳ���ȡ��
��Դ����糧��������
����Ȩ��ԭ����������У�
 ������·
������· ����ָ��
����ָ�� ֧��/���ͷ�ʽ
֧��/���ͷ�ʽ ��������
�������� �ۺ����
�ۺ����