




作者 | 余义成
九华山天台索道
摘 要:九华山天台索道通过年度停机检修对主电机轴承进行自主维护更换,针对此次大修除前期工作外,在更换过程中还遇到其他诸多难点(难点和关键点文中已用注意或括号标记),因此希望本文能够使大家在类似检修工作中,避免走弯路,以起到一定借鉴作用。
关键字:直流电机;轴承;安装;测试
一、多方学习,积累经验
九华山天台索道与花台索道、百岁宫地面缆车为九华股份旗下三家兄弟单位,相互之间在设备大修之际都会安排技术人员针对性参与协助和学习。同时还积极与周边景区进行学习交流,例如与黄山景区、天柱山景区、三清山景区等等。
2021年度天台索道成功完成主电机轴承的自主更换,与前期参加交流学习密不可分,此前花台索道先后两台主电机轴承更换,均在外协ABB电机技术人员指导下完成,我们安排两批次技术人员到现场观摩学习。近几年又陆续参观学习天柱山大龙窝索道驱动轮轴承密封圈更换、黄山云谷索道驱动轮轴承更换等大型设备检修维护工作,从中学习现场管控、起重吊装、安全防护、流程步骤等关键工作。为将来自己的大型设备维护维修积累了经验,又拓展了技术人员的业务知识面、提升专业技术能力。
天台索道主电机型号为DMI315IL 400V/591KW 1574RPM,已从2013年运行至2021年末,本着预防性维护理念,决定在21年停机检修对主电机轴承进行更换检查。因电机体积和重量都较大,尤其吊装作业环境有限,造成拆卸和安装的难度增大,存在一定的安全风险,如果通过外协单位承包完成检修虽会降低此类风险,规避责任,但会增加维护成本。公司领导因此经过多次论证,本着锻炼队伍节约成本的原则,确定自主完成主电机的检修工作,要求方案尽可能完善,每一步都要跟着方案走,关键步骤甚至需要有备选方法。
1、前期对主电机的各项安装数据做好记录和标记工作,核对拆卸所使用的工具,同时完成专用工具定制(图一)。
2、列出检修工具清单,细分至每一环节所使用到的,如小到测量塞尺、砂纸,大到葫芦、人字梯等。通过采购和租借的方式,提前补充清单中缺少的工具用品,确保检修工具完整(图一)。
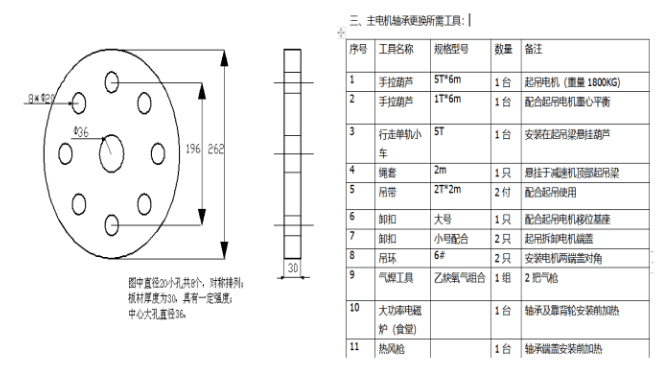
图一 工装定制和工具清单
3、技术人员分配,分别由现场负责人、安全监管人员、主操人员、吊装人员、辅助人员、记录人员等。每一步流程都由专人负责、复核、记录,让大家按部就班、有条不紊进行处理,避免窝工和现场混乱。
4、检修前一天晚上,加班做好下列事情:
(1)记录主电机拆卸前运行声音、振动情况。结束后,关闭下站控制主控制柜及配电室至整流柜(AA6 柜)电源,并悬挂“有人工作、禁止合闸”安全警示牌。
(2)主电机底座垫片高度尺寸测量、数据记录。
(3)主电机底座垫片、地脚螺栓端盖、风机、万向节等部位标记,万向节安装尺寸测量;拆卸前各部位标记、尺寸测量。
(4)主电机拆卸前对中标记、数据测量(与减速机端制动盘对中测量及测量中心高)。
(5)拆卸工作制动器、测速电机、风机(务必注意吊装平衡)、万向节组件(含护罩及底座支撑架),拆除主电机接线盒及接线,拆线前做好拍照记录(接线可以参照),拆线后对电机阻值进行测量并记录。

图二 各项数据测量和标记
三、同心协力,克服困难
1、驱动端轴承更换流程
(1)确认主电机地脚螺栓、垫片标记做好后,使用36mm梅花扳手配合加长杆拆卸地脚螺栓,并将各地脚垫片存放在对应位置,不要混乱放置。再使用吊带穿过主电机两吊钩,通过卸扣挂上 5T、2T手拉葫芦吊钩(确保平衡),先吊起离开地脚螺栓固定高度,再通过起吊梁上单轨行走小车将主电机吊至空旷地方,慢慢降落至地面2T液压升降推车上。
(2)使用套筒扳手拆除 主电机驱动端靠背轮(万向节制动盘)中间 1 根固定螺栓。使用定制法兰盘及丝杆配合液压千斤顶(20T液压千斤顶)拆卸主电机万向节端靠背轮(制动盘), 拆卸前测量记录靠背轮安装间隙距离,由于其靠背轮安装配合较紧,拆卸时配合使用气焊加热靠背轮。从图中可以看出我们的靠背轮体积和重量很大,在拆卸后期需要做好吊装措施使其与液压推车保持平衡。

图三 吊装和靠背轮拆卸
(3)拆卸驱动端轴销、外轴承盖、润滑脂挡圈及润滑脂转盘。这里要注意轴销的定位螺丝,以及润滑脂挡圈转盘的安装方向,拆下后应立即清洗并检查。
(4)将驱动端的绕组通过绝缘纸进行保护,使用 17mm 内六角( 加工短头专用拆卸电机底部端盖 , 材质必须好 , 好使用进口内六角)分别拆卸端盖联结6根固定螺栓(先拆下端两根固定螺栓,后拆除其它4根固定螺栓),用自制的小推车小心慢慢平移抽出端盖( 确保端盖平移抽出过程内部不要损伤绕组绝缘部分)。
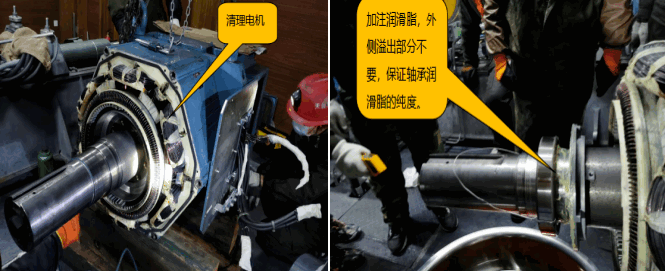
(5)使用液压三角拉马拆卸驱动端轴承,然后拆卸驱动端内轴承盖,测量本索道驱动端轴直径,轴承外径,注意轴承安装方向。驱动端接地碳刷检查,并测量长度。使用吸尘器、高压气泵清洁主电机驱动端内腔、使用酒精清洗轴、使用煤油清洗拆卸下的内外轴承盖、润滑脂转盘及挡圈。
注意:用加油枪向主电机端盖油嘴加注新润滑脂将旧润滑脂挤出,旧润滑脂收集清理,同时测量记录轴、旧轴承内外径。
(6)安装驱动端内轴承盖,并对内轴承盖内侧加注润滑脂。
(7)轴承安装前,将其浸没于润滑油的电磁炉中加热,一般加热至 100°C 左右,要求不超过 120°C,对轴进行轻微处理,砂纸除锈。此处轴承建议110°C会比较容易安装。如果轴承因安装过程中温度达不到或者降温过快导致卡阻,应立即快速取下(适当情况下可用铜棒敲击内圈)。
图四 电机清理和轴承安装
(8)安装主电机驱动端端盖、润滑脂挡圈、润滑脂转盘、外轴承盖及轴销等。
2、非驱动端轴承更换流程
说明:操作顺序基本相同,部分细节不再重复赘述。
(1)拆卸非驱动端外轴承盖、挡圈、润滑脂转盘、润滑脂挡圈。务必注意安装顺序和各元件的安装方向。
(2)拆卸非驱动端电机端盖,拆卸电枢绕组接线提前抽出(必要时需要对换向绕组接线拆除),并对整流子安装绝缘防护纸,注意拆卸时小心抽出端盖,以及撬棍作业时,避免触碰或划伤电机内部绕组绝缘保护层和整流子表面。

图五 绕组线路处理和整流子保护措施
(3)使用液压三角拉马拆卸非驱动端轴承、轴承盖,测量非驱动端轴外径、轴承内外径尺寸,并测量检查碳刷、接地碳刷尺寸,必要时进行更换。
(4)使用吸尘器或高压气泵除尘电机非驱动端内腔、碳刷表面及刷架,清洗轴承内外端盖、润滑脂转盘及挡圈等。
(5)做好上述工作开始安装非驱动端内轴承盖,并对内轴承盖内侧加注润滑脂,非驱动端新轴承(待电磁炉将新轴承加热到110度后安装到位),并加注润滑脂。注意事项参见第一部分相关内容。
(6)安装主电机非驱动端端盖、润滑脂挡圈、润滑脂转盘、挡圈(卡环)、外轴承盖及轴销等。安装完成后应复核换向器的位置,即碳刷是否对应原来的位置,核对主电机轴的数据。
3、靠背轮安装和主电机就位调整试车流程
(1)2把气枪同时加热靠背轮内外侧(根据靠背轮的大小选择加热方式),一般加热温度好达到 200°C-250°C 左右,适合佳安装。驱动端靠背轮(制动盘)快安装到位前进行尺寸测量复核,与拆卸前测量数据对比,控制好安装间隙距离。

图六 靠背轮安装和电机施工现场
(2)安装靠背轮(制动盘)法兰面圆盘。主电机起吊就位,检查基座四处垫片是否按拆卸前标记放置好,当起吊高于底座固定地脚螺栓时,小心缓慢移动起吊梁上单轨行走小车,确保主电机移动位于基座上方,开始缓慢降落及就位。注意:调整主电机底座固定垫片,复核底座固定垫片高度尺寸,待达到拆卸前原安装高度尺寸数据后,开始底座对角固定螺栓紧固,使用扭力扳手进行力矩紧固(螺栓 M24,8.8 级,力矩 675NM),再通过线锤及测距仪等仪器进行主电机对中复核。
(3)重要:检查刷架与整流子的位置,复核碳刷接触面与拆卸前一致,此时如果有一定误差可通过敲击靠背轮进行微调!安装测速机、风机并接线,再次对主电机绝缘进行检测,无问题即可恢复接线(因线径较粗,接线箱内空间有限不易操作,参照拆卸前接线照片将利于安装)。
(4)安装制动器以及万向节等其它辅助设备。待所有安装工作完成后,可通过紧急驱动的方式,被动运行设备,观察主电机工作状况,有无异常。确认一切正常后,才可通电运行主电机。
注意:当检修结束设备正常运行后,我们应该跟踪观察主电机运转情况一段时间,定期检查相关紧固件、补充轴承润滑油、抽查碳刷磨损量等,一旦遇到问题便于及时纠正,进一步保证检修质量。
四、结束语
通过本次自主完成主电机的维修维护,不仅为公司节省维护费用,也检验和锻炼了技术团队,同时还促进了年轻员工的成长。像与此次类似的大型检修,都是一次实践课程,积极参与学习交流,积累经验,能够有效提升技术人员设备维护水平。当索道行业内如果对大型复杂设备检修维护时,有条件的索道互派人员学习,将有利于整个行业设备安全管理与维护的发展。
来源:九华旅游索道技术交流
(版权归原作者或机构所有)
 新手上路
新手上路 购物指南
购物指南 支付/配送方式
支付/配送方式 购物条款
购物条款 售后服务
售后服务