




本文分享了单缸液压圆锥破碎机顶轴承失效的案例,导致失效的多种原因、不良后果,以及相应的对策。
该单缸液压圆锥破碎机型破碎机由动锥衬板、定锥衬板、底部油缸、传动大小齿轮组成破碎系统。分上下2个机架壳体,壳体之间用螺栓连接(图1)。
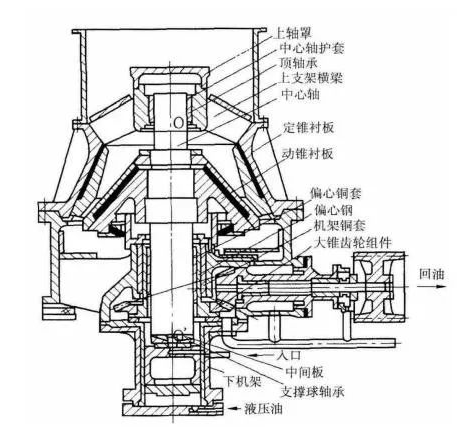
图1 单缸液压圆锥破结构图
1、问题
破碎机在工作过程中,常常因原矿中混入枕木、橡胶等弹性物料,以致物料进入该型圆锥破碎机后,在破碎腔中,纯矿石易于破碎,而弹性物料则不能破碎且又因不能达到预设卸载压力而不能使破碎机卸载或停机。常卡在破碎腔中重复不断挤压动锥,导致上支架顶轴承异常磨损,动锥下面的偏心铜套跑偏磨损严重甚至烧坏发黑而无法正常运行,严重影响生产,本文主要分析该问题并找出对策。
2、顶轴承失效原因
圆锥破碎机的顶轴承是型号为GE260ES关节轴承,该轴承内径d=260mm,外径D=370mm,厚度B=150mm(图2)。
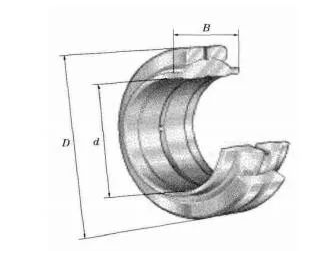
图2 关节轴承结构图
该顶轴承是由一个有外球面的内圈和一个有内球面的外圈组成,能承受较大的负荷。可以承受径向载荷、轴向载荷或径向、轴向同时存在的联合载荷。一般用于速度较低的摆动运动,也可在一定角度范围内作倾斜运动,该轴承安装在该型破碎机中,外圈与轴承孔座固定,悬摆运动时,中心轴护套与内圈有上下移动,内圈外圆弧面沿着外圈内圆弧面有相对转动运动。
1.自润滑垫层破坏
关节轴承内圈与外圈之间本身存在自润滑垫层,当接触压力超过许应范围时,随着摆动频率的变化,轴承的摩擦因数和磨损量增大,在摆动频率和接触压力的作用下,衬垫材料发生塑性变形、挤压变形和脱落,内圈材料向衬垫转移,使关节轴承衬垫自润滑能力下降,导致衬垫材料发生粘附磨损和磨粒磨损而失效。
2.周期载荷冲击
在矿石破碎的工况环境下,由于上游来矿混有其他杂物,破碎机经常出现过载,使轴承承受冲击载荷,同时,在长期的旋转载荷作用下,当载荷应力超过材料屈服极限时,轴承圈产生剥蚀,导致关节轴承内外圈间隙增大、振动剧烈、磨损加剧、运转发卡,严重情况下,使轴承出现失效。
3.密封不良
在安装顶轴承上下段部均有防尘密封装置,上部由上轴罩盖住密封,下端部安装有V形唇口防尘密封圈,该密封圈主要用于防止破碎腔内的矿尘、杂物进入顶轴承处,破坏顶轴承的内外表面,由于长期运行时,密封圈强性变差,弹性减小,耐磨性下降,主轴往复运动时,当主轴与密封圈产生的外力矩大于密封圈本身抗扭力矩时,该密封圈便出现整周或局部的翻转,同时,易出现根部磨损和间隙咬伤的情况,使矿尘和杂物微粒进入顶轴承处,破坏顶轴承运动表面,使圈滚道上产生压痕而失效。
4.润滑不到位
顶轴承虽具有自润滑垫层,但由于其工况环境恶劣,密封不良,常常需要按时按量向顶轴承部位注入润滑脂,使其既隔绝自润滑垫层与矿尘微粒的接触,又更好的促进顶轴承的润滑,还延长轴承寿命。一旦润滑脂加入不及时或量太少,进入的矿尘微粒极易附着在顶轴承的表面形成磨粒而使自润滑垫层遭到破坏,同时,旧润滑脂则会与矿尘混合后变质硬化加速轴承磨损和影响着轴承活动性能,导致顶轴承失效。
3、顶轴承失效对破碎机影响
该单缸液压圆锥破碎机是动锥中心轴上下两支点结构的底部单缸液压破碎机。其上支点位于顶轴承下口,下支点位于中心轴下端球轴承顶部。正常运行时,中心轴下端支点相对于上支点在作悬摆运动,轨迹是以上支点为回转中心,2支点间距为半径的球面轨迹,而上支点实际上是在绕横梁中心线做圆周运动。
一旦顶轴承失效后,顶轴承便失去悬摆自动调心的作用。设备运行时,顶轴承会受动锥挤压力作用在水平面各方向无规律运动,即上支点的规则圆周运动轨迹遭到破坏,以致(支点间距)半径时刻变化,导致中心轴悬摆运动不规律,使中心轴与铜套接触点时多时少,在偏心铜套厚边处接触点少、应力大,以致超过油膜强度,使油膜破裂而发生干摩擦。
干摩擦使接触点温度剧增,接触点处的高温传递到整个偏心铜套,温度达到一定时,由于铜套材料为锡青铜质,其受热膨胀系数比偏心钢套高,使铜套受热向外膨胀一定极限后,受钢套内圆面约束,铜套又向里膨胀?严重时,内圆面出现裂纹,铜套出现“抱轴”现象。同时,润滑?通过铜套内壁循环的通道阻断,润滑油不能形成循环回路进入油箱冷却,受热传递作用,油温陡增。当油温超过一定温度时,“抱轴”接触部位出现“烧黑”现象。
4、处理措施
1.检查顶轴承孔座结构完整性
检查破碎机上支架横梁安装顶轴承部位的结构完整性,检查上支架横梁是否变形、轴承孔基座是否下沉、周围有否裂纹等缺陷,如果属于可修复的缺项且不影响使用效果的,即应及时修复,防止缺项扩大,否则,应更换上支架。
2.检查中心轴护套与顶轴承磨损情况
当失效是轴承内外圈间隙超过允许范围时,一般表现为划痕,则应更换新轴承;当内圈与中心轴护套间隙超过允许值1.5mm时,应分别检查是否为中心轴护套磨损和轴承内圈磨损,如中心轴护套外径<259.25mm,则应更换中心轴护套,如轴承内圈直径<260mm,则应更换顶轴承。
3.清理顶轴承孔座杂物,确保注油孔通畅
清理顶轴承孔座里面的矿尘与润滑脂混合物或其他杂物,通过输送高压气体或局部加热的方法确认上下两个注油孔与轴承孔座是否相通,如不通,则应疏通润滑脂注油孔和注油管。
4.采用合理方法修复顶轴承孔座
当失效方式为顶轴承“跑外圈”,则应对顶盖轴承孔座进行修复,单边磨损<1.5mm可采用喷涂法;对单边>1.5mm则选择扩孔镶套法,首先将顶盖轴承孔座扩孔至410mm,保证上支架横梁碗型座单边壁厚>30mm,选择刚度强、硬度大的钢制材料,制作结构特征符合装配要求,外径410mm,上偏差+0.15mm,下偏差+0.10mm;内径370mm,上偏差+0.08mm,下偏差+0.05mm的圆柱套,热装孔座。
5.严格按照安装顺序和要求安装
按照安装配顺序安装,先装V形唇口防尘密封圈,保证唇口向下,再装顶轴承。安装顶轴承时应按要求采用中等压力配合安装,预加润滑脂并保证密封圈唇口不翻边、不咬边。
5、预防及维护建议
1.设置过滤装置提高矿物纯净度
防止矿石进料携带铁块、木头、橡胶等井下异物,发现异物,必须及时清除,同时,根据中碎的破碎机破碎后的矿物粒度大小,在矿料经过中碎后,进入细碎的皮带运输过程之间,设置异物过滤装置,防止异物进入该圆锥破碎机的破碎腔。
2.加强对检查顶轴承及相应接触部件的检测
检查顶轴承内外圈间隙是否超公差范围以及轴承孔座有否磨损,如果只在空转时有噪音,则表明顶轴承或主轴套磨损,需及时处理,正常运行情况下,中心轴护套也是一年一换,更换顶轴承时,由于该轴承的特殊性,不仅要确定型号正确与否,还需鉴定轴承真假。
3.维护操作到位
设备正常运行情况下,操作人员应严格按照操作要求运行每8h,注入50g左右的润滑脂,每次注入过程中,应认真检查油管是否通畅,有否堵塞,润滑脂是否真正注入油腔中,保证顶轴承的润滑效果。
4.保证分矿均匀改善给矿冲击
根据该圆锥破碎机漏斗和上轴罩的特点设计分矿器,解决下矿漏斗下矿集中于某一部位,破碎腔进矿不匀称,动锥在径向方向受力不均匀,偏斜严重的问题。如有条件,应降低下矿漏斗至破碎机间的下矿高度至1.5m以内或在破碎机上方安装一个小型缓冲矿仓,减小矿石对破碎机的重力冲击,特别是对上支架横梁以及动锥的重力冲击。
(来源:砂石大世界)
(版权归原作者或机构所有)
 新手上路
新手上路 购物指南
购物指南 支付/配送方式
支付/配送方式 购物条款
购物条款 售后服务
售后服务