




摘 要
动态气体轴承膨胀机-尽管已在氦制冷机和液化器中应用了数十年,但由于轴向轴承容量的限制,在氢气应用方面受到了限制。通过在2004年开发出用于气体轴承涡轮机的新设计概念,轴向轴承容量得到了显着提高,从而使这项技术可以转移到氢液化器中。在将该技术推广到工业工厂之前,涡轮轴承技术在研发试验台上通过了多次测试,随后在德国Leuna的Linde Gas氢气液化器上进行了工业规模的演示。自安装以来,该涡轮机已经成功运行了16,000多个小时,并且在性能,可维护性和可靠性方面均优于其含油兄弟。
本文基于Linde Kryotechnik 发表的有关动态轴承燃气轮机在氢气领域的应用的论文。与前一篇论文相反,该文侧重于向Z终市场推出的步骤,更具体地讲,这种涡轮技术的财务收益,包括资本投资和运营支出。
林德(Linde)在1950年Z初使用含油透平机时开始了氦气液化业务。随着其动态气体轴承透平机的发展,从1972年起,林德开始为其低温工厂配备无油透平机。但是,承载能力的局限性使其只能用于氦气应用。由于工厂的性能得到了提高和更有效,并且没有复杂而危险的油品处理,因此客户意识到了气体轴承透平机的优势。结果,将这项技术转移到氢气应用的呼声越来越高。这一要求以及对进一步提高液化系统效率的渴望,引发了新型动态气体轴承透平机的开发。
2000年,启动了一项开发计划,Z终导致设计出了效率更高的动态气体轴承涡轮机,即所谓的TED透平机,该透平机同时提供了显着更高的轴向承载能力。因此,它允许在基于氢克劳德循环的氢液化器中应用。
Linde Gas是个决定在其德国Leuna的设施中与油轴承膨胀机平行安装一个气体轴承膨胀机透平机的客户。这两种涡轮机的并联布置允许TED透平机连续运行,但在出现问题甚至故障的情况下,油轴承膨胀机可以提供备用支持。但是,由于气体轴承膨胀机的操作简便性和可靠性方面胜过了操作员的期望,因此油轴承膨胀机的支持已经过时了。
Leuna操作的结果为在氢工厂中向市场推出气体轴承膨胀机提供了依据。
动态气体轴承透平机的优势
对于具有膨胀头透平机的低温系统,可以应用三个技术概念,如图1所示。它们是:
油轴承膨胀机配备有供油系统,该系统向轴颈轴承,轴向轴承以及制动系统提供油。为了避免油残留到工艺气体中,从膨胀的工艺气体流中获取密封气体,从而导致效率连续不断下降。尽管油轴承膨胀机在氦气和氢气的各种应用中已得到数十年的证明,但油轴承膨胀机的特点是复杂,昂贵且操作油系统棘手。操作错误可能会导致油残留到工艺气体系统中,然后需要进行精心且费时的清洁。
静态气体轴承膨胀机需要高压工艺气流中的气体来建立轴颈和轴向轴承的承载能力。少量轴承气在轴承中从高温气体到低温过程会导致涡轮效率的损失,该损失会随着温度的降低而增加。即静态气体轴承透平机对降低低温系统冷端的效率特别敏感。此外,需要配备高压储气罐以确保在紧急停车或轴承气故障时,提供应急保护。
动态气体轴承透平机通过轴承壳体内的闭环循环气流获得承载力,而不会影响工艺气体。即使在紧急停机的情况下也能保持推力,从而确保工艺气在膨胀机的中的安全。
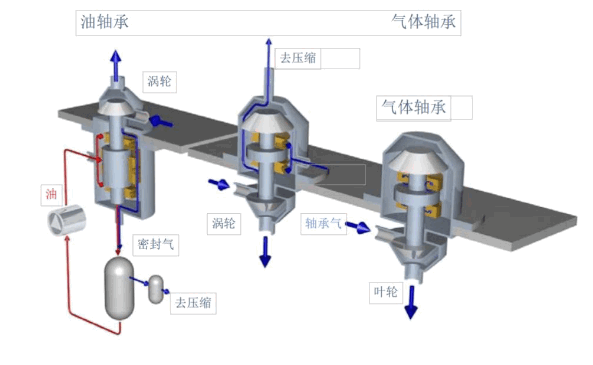
图1.低温膨胀涡轮机不同轴承系统的图示
无油系统,高效率,紧凑设计,高可靠性,故障安全运行功能和免维护运行是将动态气体轴从低温氦气系统转换为基于氢克劳德循环的氢应用的关键因素。
但是,这种转移需要调整气体轴承膨胀机。氢的动态粘度为8.76•10-6 Pa-s,比氦的粘度低约2倍,因此影响动态气体轴承系统的功能。相应的修改涵盖了特殊的轴承间隙,膨胀机控制参数的调整以及轴承工作范围的限制。此外,在氢气氛中的使用要求远离铁元素材料,例如铁氧体。用于磁性支撑轴承。Z后,材料的选择必须满足欧洲ATEX的要求,以确保防爆。
油轴承和气体轴承膨胀机机的比较
由于小型氢液化系统通常使用基于布雷顿循环的氦制冷回路,因此气体轴承膨胀机在这些应用中使用了数十年。因此,以下比较适用于具有基于克劳德循环的氢气制冷回路的氢气系统。
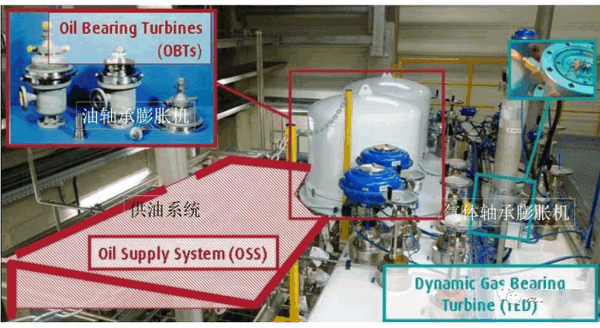
图2. 林德设施的油轴承和气体轴承机的比较
投资支出空间是节省资本支出的一个指标:与装有油轴承膨胀机的冷箱(包括各自的供油系统)相比,装有气体轴承?胀机的冷箱所需的投资空间要少20%。
图2显示了德国Leuna的Linde Gas氢气液化器的油轴承和气体轴承膨胀机机的比较。
这种节省的设备和空间可以使冷箱的成本降低10%到20%,具体取决于冷箱的尺寸。此外,由于没有复杂的供油系统以及额外的机械设备,因此安装和调试工作量减少了约30%。
运营支出比较
气轴膨胀机没有油,极大地方便了日常操作。没有与机油系统有关的所有活动,例如日常目视检查机油泄漏,机油控制,与相关过滤器的机油更换和泵维修都变得不必要了。此外,建议对油轴承进行年度检查,而气体轴承膨胀机实际上是免维护的。如果需要检查,可以每四年检查一次。
但是,主要的节省来自气轴膨胀机效率的提高。在循环压缩机的运行条件不变的情况下,可节省多达7%的能耗或降低产品输出,从而节省多达7%的运行成本。对于日产5,000公斤液态氢产品的工厂,预计每天Z多可增加350公斤产品,相当于每年额外获得100万美元的利润。
带动涡轮增压器的制氢厂
在基于氢克劳德循环为氢液化工厂推出TED涡轮机之前,在林德天然气公司在德国Leuna工厂的液化器中进行首次演示安装之前,进行了全面的测试程序。除了在常规测试台上进行涡轮机的Z终检查和验收之外,还对不同几何形状的涡轮机在Leuna站点的小型测试台中进行了测试。向轴承供应来自相邻蒸汽重整装置的氢气,以重新检查轴承容量并校准理论轴承推力计算模型。随后,将气体轴承膨胀机与三个串联油轴承膨胀机中的个并联安装。选择这种布置,以便在气体轴承膨胀机运行遇到不可预见的故障的情况下,可以快速完成向油轴承运行的转换。
(来源:爱空分圈)
 新手上路
新手上路 购物指南
购物指南 支付/配送方式
支付/配送方式 购物条款
购物条款 售后服务
售后服务