




分析“金荣”船主机连杆大端轴瓦烧熔事故原因 ,指出固定螺栓的断裂、十字头销下瓦位移是造成事故的主要原因,提出处理预防措施。
一、事故经过
2005年1月31日,主机机型为6L35MC的“金荣”船从日本门司返航烟台港,当航行至日本某港口时,轮机值班员发现主机滑油压力下降且波动,滑油自动冲洗滤器冲洗频繁,误认为是大风浪船舶摇晃所致。
经检查,发现主机No.5/6缸处有异常振动及声音,立即进行减速处理,听到主机No.6缸有明显敲击声及干摩擦声。
轮船抛锚后,立即对主机No.6缸检查发现缸下部油底壳内有大量合金粉末出现,连杆大端瓦从轴承盖两侧碾出,确认主机No.6缸连杆大端轴瓦烧熔。
通过对No.6缸进行吊缸检修,拆检清洁检查,发现连杆小端船尾侧止推块及两只固定螺栓断裂,与锁片一并掉落油底壳,连杆大端轴瓦大面积熔损。
曲柄销表面粘着合金,连杆大端轴承座内表面因轴瓦滚动出现拉伤,轮机人员分别对大端上瓦盖、曲柄销表面进行了打磨处理,熔损粘贴在轴颈上的白合金用螺丝刀撬敲分离。
止推块、固定螺栓、锁紧片连杆大端瓦换新,轴承测温,No.6缸比其他缸高4~5℃。
起锚试车磨合运行30min ,运行中No.6 缸逐渐出现轻微沉闷敲击声,停车检查,发现连杆大端瓦再次化瓦。
第2次拆检时发现,连杆大端瓦合金层脱落,定位舌变形,轴瓦报废;No.6曲柄销轴有合金附着,75%以上接触面受损,圆度误差达1mm。
二、事故原因
分析由于止推块固定螺栓的断裂,造成止推块脱落,使十字头销下瓦相对连杆小端在运动中产生位移,流经十字头销通往连杆中心孔的油道受阻,进入大端轴瓦的滑油量减少到油膜无法建立时,轴与瓦之间成为干摩擦,产生轴瓦烧熔。
至于船员自修装机后再次轴瓦烧熔,系修理后的曲柄销的表面粗糙度达不到标准所致。下面就事故的原因具体分析。
1、十字头销下瓦位移
十字头销下瓦安装在连杆小头孔径中的高出量h ,对瓦钢背能否紧贴于连杆小头孔径影响,见图1。
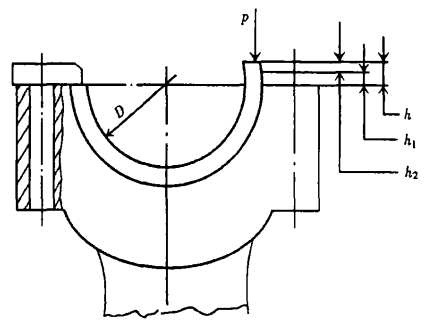
图1 轴瓦两端面的高出
D为连杆小头孔径,Р为轴瓦压紧力, h为高出量,h为轴瓦贴紧压入量, h为轴瓦压缩时弹性变形量。
值得指出的是,诸如轴瓦上的凸缘、定位唇、定位钉孔等,仅是轴瓦安装和固定的辅助装置,在工作中不起固紧作用。
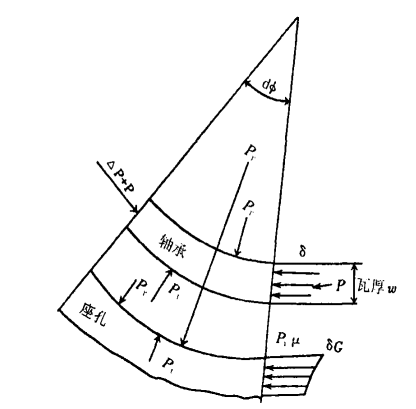
图2 十字头下瓦受力分析
在图2中,d为轴瓦微小单元,P.为法向力,8为应力, u为摩擦系数,△p为压力变化离散值。
由于微小单元呈圆弧形(弯曲),又有座孔支持,故在力Р的作用下,产生法向力P;若钢背与孔径表面摩擦系数为u ,则Pu为钢背与孔径面的摩擦自锁力。
摩擦自锁力Pu的大小与P成正比。
P是连杆小头孔径在连杆螺栓副(连杆螺钉)锁紧紧迫上、下片轴瓦产生的。
合理的高出量h则是Р得以保证的重要因素。
当然,摩擦自锁力P.u的大小,除取决于h外,还与轴承螺栓副(螺钉)适当的扭紧力、连杆小头的刚度、工作载荷的大小、材质、几何精度及工件表面粗糙度有关。
应该指出的是:
h过小,自锁力减弱,瓦钢背与小头孔径面不能紧密贴合,轴承在孔径中出现“位移”是在所难免的。
而h过小是该机型的先天不足(实际后来的机型高出量h都有所增加),是发生故障的主要原因。
但h过大,锁紧后的轴瓦就出现“内拱”,即轴瓦两端位附近处与连杆大头孔径不能紧贴,甚而产生微小隙缝。
柴油机工作时,在脉冲载荷和旋转力作用下,连杆小头孔径和轴承都将发生弯曲弹性变形。
这样,在轴瓦钢背与孔径面的贴合处就产生切向力P。
为使钢背与孔径面间不因P而发生周向滑移,必须使瓦背与孔径间的摩擦力大于滑移切向力,即P.u > P。
否则,将出现前述的烧瓦甚至抱轴事故。
2、固定螺栓断裂
从现场观察的螺栓断面判断,固定螺栓的材质本身存在缺陷,材料硬、脆且长度不够,断面齐整无扭转变形,其中1只已断了很长时间,断面已出现抛光迹象,只是断后被止动片裹住不易及时发现。
因备件内部材质存在缺陷,船员在日常维护保养过程中很难发现,但根据现场调查的结果和整个故障发生发展的过程来看,主管人员和故障发生时的当班人员,负有不可推卸的责任。
根据?轮的维护保养计划,主管轮机员平均每月都要对主机曲拐箱内部进行检查,但经过现场调查,止推块固定螺栓所处的位置比较隐蔽,并且有连锁防松锁紧装置,主管轮机员在例行维护检查中,都忽略了对该螺栓的检查,因此,在1只固定螺栓已经断裂的情况下,没有及时发现,直到螺栓全部断裂,连杆小端下瓦移位,部分堵塞油路(该机型连杆大端的润滑是从十字头到连杆大端) ,导致了连杆大端轴瓦烧熔事故。
三、处理、预防措施
针对出现的问题,提出采取了具体的处理措施。
1)对曲轴进行了修理,用专用设备将曲轴轴径从360 mm加工到356.13 mm后 ,进行硬度测试、裂纹探伤、轴颈磨光、测量并出具报告,同时向配套厂订购加厚轴瓦装机。
2)连杆送厂加工处理,轴承座上端面车掉1 mm,重新镗孔。
No.6缸十字头、十字头导板﹑活塞头、活塞杆,No.6/7主轴承在工程师的指导下进行了拆检测量、记录。
3)主机滑油循环柜进行清理,滑油系统各滤器清洁,滑油连续分滤。
4)更换“金荣”等船舶的止推块固定螺栓,用标号8.8的EN61V1640螺栓代替标号10.9的EN61V1635螺栓,也对相关设备进行了彻底检查。
5)进一步强调船员值班的责任心,确保对设备的连续监控。
四、结束语
针对“金荣”船主机No.6缸连杆大端轴瓦烧熔事故的实际考察与分析,认为该缸十字头瓦安装在连杆小头孔径中的高出量h过小;止推块固定螺栓断裂,止推块脱落是连杆大端化瓦的直接原因,而造成事故扩大的原因则是管理人员的业务水平和责任心。
值班人员发现主机滑油压力降低后,未及时报告,也没有更进一步追究压力降低的原因,只是单纯的采用调旁通阀来维持,特别是当滑油自清滤器的异常频繁冲洗这样比较明显的故障已经发生的征兆都被他们忽略,错误地判断为大风浪船舶摇晃所致。
其实,当滑油自动冲洗滤器出现频繁冲洗时,主机曲柄销轴瓦的表面合金已经被破坏脱落,并且随流动的滑油流经并堵塞自动冲洗滤器,造成滤器内外压差过大,引起过度频繁冲洗。
如果上述故障现象能引起当值人员的重视,查找出其出现的真正原因,及时采取必要的施救措施,就不会发生如此严重的机损事故。
(本文原创作者系:青岛远洋船员学院 宫子武、王瑞宣)
(来源:航运精英圈)
 新手上路
新手上路 购物指南
购物指南 支付/配送方式
支付/配送方式 购物条款
购物条款 售后服务
售后服务